As an important part of modern architecture, laminated glass is widely used in the construction industry, transportation industry, aviation field, chemical industry, and so on. In the production process, laminated glass still has many defects that affect its use. The following article will analyze the causes and solutions of the appearance and performance quality defects of laminated glass, starting from the production process of laminated glass.
What is laminated glass?
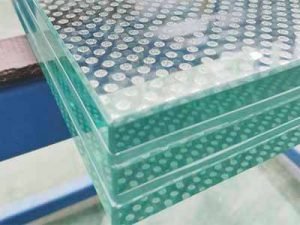
Laminated glass is a glass product made of two or more pieces of glass, with organic materials embedded between the two layers of glass, and made by heat pressing. Commonly used organic materials are mainly polyvinyl butyral diaphragm (i.e. PVB film), PVB has special excellent performance, the optical index of the diaphragm is very good, the light transmission rate of more than 90%, heat resistance, cold resistance, impact resistance, elasticity, moisture resistance, and anti-aging properties are very good. Its refractive coefficient is almost the same as that of glass. This film does not harden when it is higher than -50℃ and has a good bonding performance at 130-140℃. When glass is combined with air pressure at this temperature with high pressure, the glass is firmly bonded to the adhesive layer.
Laminated glass has a high strength, elastic and penetration-resistant interlayer, which can withstand huge impact, and in time the glass breaks, the fragments still stick to the film, thus having a high safety performance.
Laminated glass production steps
1. The flat glass is put into the washing machine, which is cleaned and dried, and then transferred to the film combining room with controlled temperature and humidity, where the glass appearance is usually inspected.
2. The cut film is placed on the glass surface, which needs to be flat to ensure no wrinkles, and the second piece of cleaned glass is placed on top of the film – a piece of laminated glass has been laminated.
3. The laminating process needs to be done in a very clean environment, and the staff needs to wear headgear and gloves to cut off the excess film from the edge of the laminated glass.
4. The glass is then positioned and transferred to the rolling section, which slowly heats the glass and presses out any remaining air between the glass and the film with a rubber-coated outer roller, and seals the glass edges.
5. Finally, the glass is put into the autoclave, which is the last process of laminated glass, it can make the residual air into the film and achieve the uniform fluidity of the film, and the autoclave process reinforces the adhesion between the film and the glass, so as to produce a piece of glass that looks like one piece – laminated glass.
In the production process of laminated glass, the two production processes, the laminating process and the operation of the glass in the autoclave are very important and difficult processes.
1. Sheeting operation process
First of all, we should choose the PVB film suitable for the width of the glass, and keep the film clean, avoid direct jointing of the film and glass by hand, spread the PVB film naturally, do not stretch, align the inner and outer pieces of glass, not jagged, check whether the reserved mark overlaps, and then remove the excess film, in the cutting operation, to keep the blade tilted, leaving 0.5mm to 2mm film at the edge of the joint. ~ 2mm film, in order to avoid film shrinkage caused by the shrinking film phenomenon.
After the film and glass together, the set of a vacuum rubber band, and check the seal, in the glass around the tension to be uniform, and then the glass cold pumping so that the air in the middle of the film together to exclude clean, and cold pumping time should not be less than 5min.
2. The operation process of glass in the autoclave
The production process in the pressure kettle is the last process of laminated glass production.
After the preheating and pre-pressure treatment of glass, in order to make the PVB film and glass laminate better bonded together, but also after the constant temperature and high-pressure treatment, before you can use. Constant temperature and high-pressure treatment to be operated in the autoclave, first of all, the semi-finished products of laminated glass bonded together, isolated between each piece, into the autoclave special pedestal, and make it firmly, and then close the door of the kettle, the kettle pressure inflatable, when the kettle air pressure reaches about 0.75MPa, stop inflating the kettle. This is because the edge of the laminated glass is not bonded firmly, in order to make the space in the middle of the glass interlayer overflow under pressure, and not to cause air to enter the interlayer from the edge.
When the temperature in the kettle reaches about 130 ℃, immediately stop heating and maintain this temperature. At this time, the laminated glass can be bonded, the second pressurization of the kettle, because the glass has reached the bonding temperature, so this pressurization will not make the air enter the laminated layer, wait until the pressure reaches 1.2MPa, stop pressurization and keep the pressure balance, continue after 1h ~ 1.5h, reduce the temperature of the kettle to 50 ℃, start the exhaust pressure reduction of the kettle, until the air is completely discharged, open the kettle door Push out the glass.
Laminated glass production up to this point, there is the final work, that is, the glass is checked piece by piece, for qualified products, trimming. The excess film around the glass is cut off; the glass containing air bubbles and debonding is selected and re-pressurized and heated into the kettle.
With the continuous improvement of the production process, most autoclaves have the function of automatic control, and in practice, the processing is carried out according to the characteristics of laminated glass itself and the actual situation.
Quality defects of laminated glass
The quality defects of laminated glass are roughly divided into two kinds, appearance defects, and performance quality defects.
Here we discuss the causes and solutions of the defects according to the different defects.
As the original sheet of the laminated glass must meet the requirements of its use, optical distortion, bubble inclusions, stones, ribs, nodules, etc. is the original sheet comes with, so in the production process. All should be a strict inspection of the glass to remove unqualified original pieces.
1> water stains:
the cause is mainly in the grinding edge cleaning process in the incorrect position of the wind knife, the wind pressure is too large, resulting in the water over the glass surface is not blown dry caused by. The solution is to adjust the height of the wind knife according to the different thicknesses of the glass, adjust the cleaning speed according to the actual situation, and adjust the angle of placement of the glass when cleaning.
2> scratch:
In the cutting stage, the cutting platform, the cleanliness or otherwise of the unloading platform largely determines the number and size of scratches. (ii) The edge grinding stage arises because the glass debris is not handled and the belt pressure of the grinding machine is set too large to crush the edge of the glass.
3> air bubbles
① Small bubbles at the edge of the glass: In the initial stage of the autoclave, when the pressure of the autoclave returns to normal value, the temperature of the glass and the film is still high, (especially the upper part of the edge of the glass). So gas will be expelled from the edge part of the film. The main reason for this problem is when it was opened.
Solution: Extend the cooling time of the autoclave until the temperature of the glass and film is completely reduced to about 40°C. Then decompress the autoclave completely, open the hatch immediately, and measure the temperature of the glass. Compare this temperature with the temperature display value of the autoclave. If the deviation is large, the temperature sensing device needs to be corrected, and the sensor can be put into ice water at 0℃ or into pulmonary edema at 100℃.
② Large bubbles at the glass edge.
The semicircular bubbles appearing in the lower part of the glass are due to the working bracket material in the autoclave is too soft, just the laminated glass is separated and bubbles are formed.
Solution: Use a harder material for the working bracket material.
The semicircular bubbles appearing around the glass are due to poor sealing of the sides after the glass is preheated and pre-pressed, resulting in poor sealing of the sides after the autoclave is pressurized at high temperature and pressure, leading to air entering the film of laminated glass during the autoclave’s high temperature and pressure processing: or the film that has been opened and the humidity of its preservation environment is too high.
Solution: 1. Ensure the sealing of the glass edge by increasing the preheating temperature; 2. Store the opened film in an environment with a relative humidity of 25-5% (storage conditions for PVB: the film can be stored in a dry room at room temperature for three years under a sealed package, with a storage temperature of 8-0°C. The opened film is stored in a room with controlled temperature and humidity, with a requirement to prevent the temperature from 18-20°C and relative humidity from 25-30%. 20℃, relative humidity 25-30%
③ Bubbles are distributed in various locations
Incorrect pretreatment processing process, if the temperature is too low, the film can not be completely unfolded, the gas will exist between the glass and the film; if the temperature is too high, the film is sealed too early, a large number of bubbles will remain between the glass and the film can not be excluded.
Solution: Analyze the parameters of the pretreatment process and debug the equipment correctly. The surface temperature of the glass can be increased, but a better way is to reduce the working speed of the pretreatment. Incorrect autoclave processing
The quality of laminated glass depends on pressure, temperature and holding time, etc. When the autoclave starts to heat up, the temperature and pressure must increase at the same time, the temperature in the holding phase must be between 35-145℃, the pressure is 120bar, and the temperature cannot exceed 160℃ at the highest, which will lead to yellowing of the film at the edge of the glass, fading, peeling or burning of the autoclave.
④ Film produces wrinkles and visual defects
The film is pulled during cutting and the film retracts after cutting, resulting in certain edges without film: The key to the process is to ensure even heating and sufficient exhaust between the glass and PVB. If the rolling roller is not flat and heated evenly, the pre-pressing and exhausting process may result in insufficient exhaust or premature sealing of the film, due to residual air bubbles. Uneven film thickness and impurities may result in visual defects such as curves, dark streaks, and spots in between.
Solution: When handling film, focus on placing the film flat on the glass and making sure there are no wrinkles between films; keeping the surface temperature of the laminated glass at 21-27°C before entering the autoclave can help avoid wrinkles and reduce visual defects.
⑤ Glass warping or incorrectly oriented
During the process. The glue sheet can flow or fill certain voids and keep the glass bonded. The rolling and autoclave process may make the lamination look successfully bonded, but over time, mismatches caused by bowing, waveforms, and warping may result in edge debonding or bubbles.
Solution: Laminated glass needs to be properly matched to minimize stacking differences caused by bowing or waveforms. It is recommended that glass with the same orientation bowing and waveforms be used for lamination production because in some cases, clamping the edges of the laminated glass is ensuring full contact of the laminated glass at the time, but in reality, he may cause local strain changes in the laminated glass and thinning of the film, which may trigger debonding.
⑥ Degumming
The main reason for debonding is that the adhesion between the laminated glass film and the glass is too low.
Solution: Check whether the water quality of the cleaning machine reaches below 15us, check whether too much or too little detergent is used and unclean matter (such as cutting oil or detergent) is left on the glass surface, check whether the brush for cleaning is worn or the position is too high, check the humidity of the film, the temperature is too high to reduce the adhesion of the glass, control the relative humidity of the laminating room at 25-30%, check whether the glass is warped or the laminating direction is incorrect (special attention is paid to tempered glass).
Testing of laminated glass
Defects under high-temperature test.
Boiling test:
If there is bubble formation in laminated glass in the boiling test, this is generally caused by low-quality pretreatment. This indicates that the glass was only temporarily masked from the film during pretreatment and was released during the 100°C boiling test thereby forming bubbles (this can also occur when there is too much moisture in the film).
Baking test:
If bubbles form in temperatures below 130 °C, they are caused by excessive moisture in the laminated glass or inadequate air removal during the pre-closing process.
Humidity conditions, humidity problems: In the process of laminated glass generation, if it is found that the humidity measuring instrument shows abnormalities, it should be noted that it may be caused by problems in the calibration of the measuring instrument, and then it is necessary to calibrate the humidity measuring instrument before continuing production. Laminated glass contains too much moisture or not enough moisture
After the film has been tested and opened and placed in humid air (humidity > 30%) or in a room that is too dry (humidity ≤ 25%) the film will contain too much moisture or too little moisture, which directly affects the adhesion of the film. Make sure that the film is placed or processed in a humidity-controlled room (relative humidity maintained at 25%-30%) after opening. For whole rolls of opened film that have been kept in a humidity-controlled room, or for whole rolls of opened film that have been kept in a humidity-controlled room, they must be moved to a humidity-controlled room (ideally, they should be able to be hung separately from the film).
If you have any questions or concerns about this, please contact us by phone or email.